Giới thiệu
Ép phun ( Injection Molding) là một quá trình sản xuất ra sản phẩm bằng cách phun vật liệu vào bên trong của một khuôn. Quá trình ép phun này có thể tiến hành với nhiều loại vật liệu khác nhau, bao gồm kim loại, thủy tinh, cao su, nhựa nhiệt dẻo, và cả polime.
Vật liệu của chi tiết sẽ được cấp vào tang trống gia nhiệt, trộn và tạo lực đẩy nó vào lòng khuôn, nơi mà nó sẽ nguội và đông cứng theo hình dạng của lòng khuôn. Sau khi một sản phẩm được thiết kế, thường bởi một kỹ sư thiết kế còn bộ khuôn thường được tạo bởi một kỹ sư gia công hoặc người làm khuôn nó có thể là thép, nhôm hoặc các vật liệu được gia công chính xác để tạo nên hình dạng của chi tiết mong muốn.
Ép phun được ứng dụng rất rộng rãi, và sản xuất ra từ chi tiết rất nhỏ tới chi tiết lớn như thân vỏ ô tô. Với những cải tiến trong công nghệ in 3D, sử dụng các loại polime không chảy trong quá trình phun, với một số nhựa nhiệt rắn ở dưới nhiệt độ chảy, được dùng cho m ột số khuôn ép đơn giản.
Sản phẩm được thiết kế phải khá tỉ mĩ nhằm đảm bảo được tính tương thích chế tạo khuôn, vật liệu cho chi tiết, hình dạng mong muốn của sản phẩm, vật liệu khuôn, thuộc tính của máy ép đều phải được tính toán.
 Hình: Kết cấu của một khuôn đơn giản
Hình: Kết cấu của một khuôn đơn giản
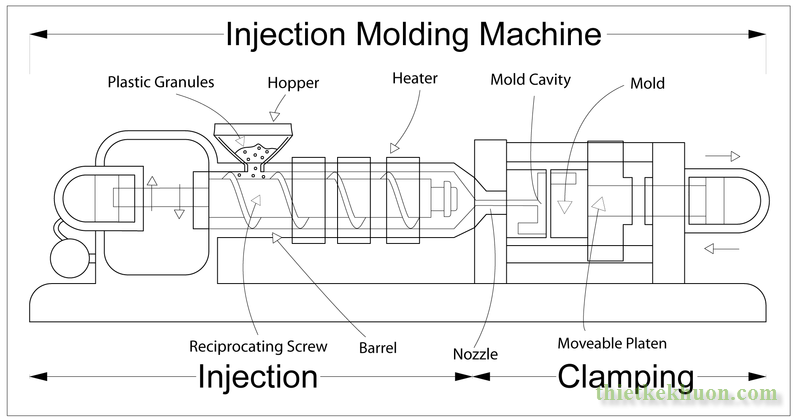
 Hình: Sơ đồ của máy ép
Hình: Sơ đồ của máy ép
Ứng dụng
Khuôn ép phun dùng để tạo khá nhiều vật dụng như muỗng, nĩa nhựa, đồ đóng gói, nắp chai,, sản phẩm của xe ô tô, đồ chơi, lược, một số thành phần của nhạc cụ, ghế nhựa, bàn, thiết bị chứa, bộ phận cơ khí ( kể cả bánh răng), ứng dụng lý tưởng khi sản xuất số lượng lớn.
Quy trình
Khuôn ép dùng một thanh đẩy hoặc trục vít để ép vật liệu nóng chảy vào trong lòng khuôn, sau đó vật liệu sẽ nguội và tạo nên hình dạng theo biên dạng của khuôn chứa nó. Và vạt liệu thường dùng là vật liệu nhiệt dẻo và polimer. Vật liệu nhựa nhiệt dẻo là thường dùng nhất vì chúng thích hợp với khuôn ép như dễ tái chế, và có nhiều ứng dụng thực tế. Khả năng mềm và thay đổi kích thước khi gia nhiệt.
Còn nhựa nhiệt rắn thì ít dùng hơn, do tính chịu nhiệt kém, và khi nó bị cháy sẽ gây nghẹt đầu phun, hư hỏng vật liệu, và kể cả làm hỏng máy ép.
Lòng khuôn ép có thể là khuôn một lòng khuôn hoặc khuôn nhiều lòng khuôn. Với khuôn nhiều lòng khuôn, các sản phẩm có thể giống nhau hoặc khác nhau và khi ép ta sẽ được nhiều sản phẩm cùng lúc.
Vật liệu làm khuôn thường là thép công cụ ( đã được xử lý), đôi khi cũng dùng thép không gỉ hoặc Nhôm cho các ứng dụng riêng. Khuôn nhôm không thích hợp khi ép sản phẩm loạt lớn hoặc với sản phẩm có dung sai thấp, vì chúng có cơ tính là dễ bị mài mòn, biến dạng và hư hỏng trong quá trình ép và kẹp, nhưng với chi phí thấp nó lại rất thích hợp cho việc ép phun với số lượng thấp.
Nhiều khuôn thép có thể ép tới hàng triệu sản phẩm trong vòng đời và một số khuôn có thể tốn vài tỷ để chế tạo.
Thời gian để ép ra một bộ sản phẩm gọi là chu kì ép, và đó ta phải tính toán sao cho tối ưu, chu kì ép càng thấp càng tốt để đảm bảo năng suất. Bên cạnh đó còn có quá trình ép kết hợp, nghĩa là bạn gắn một chi tiết vào khuôn và sẽ ép nhựa trực tiếp lên đó như cán búa cao su chẳn hạn, các thiết bị cầm tay như kèm, tua vít,…Đôi lúc quá trình này người ta cũng gọi là insert molding cho phép một sản phẩm được tạo thành từ nhiều vật liệu.
Một số quá trình ép phun khác còn kết hợp việc ép nhãn lên sản phẩm và áp dụng cho các bình chứa.
Và sau khi ép và được sản phẩm cuối cùng, trên sản phẩm luôn có một số vết của miệng phun, cuống phun, đường hàn, đường phân khuôn và vết các chốt đẩy. Và ta phải tính toán sao cho vị trí của chúng ít ảnh hưởng đến độ thẩm mỹ nhất.